本文最后更新于:2024年11月28日 下午
数控车床编程学习笔记
前言
本笔记是用来写给自己来看知识点的所以说本笔记没什么含金量,如果有问题请询问作者
2024.9.3基础知识
数控车床铣床历史
1949年美国开始研究数控车/铣床,
1952年第一台立式三轴铣床用于科学研究
机床厂商目前常见有 德国西门子(Siemens) 三菱 日本FANUC 华中等等
举例
收银机 电子管
课程所用机床
<FANUC 0i 沈阳机床厂(车床)>
正常软件流程
- 定义机床
- 定义毛坯(定义毛坯时候要注意多给余量15-20)
- 选择夹具
- 放置零件(注意要多往右放点)
- 刀具选择
- T01 外圆刀 35° 刀尖半径越小精度越高(0-20) 左偏93°
- T02 方头切槽刀片 槽底圆弧平0 圆>0
- T03 60度螺纹刀 外圆
- 注意每次对刀前将急停按钮向上提,然后电源开,然后点击面板回参考点,往右下回参考点之后才能对刀
按钮释义
- MDI 手动数据输入模式
- OFS(OFFSET SETTTING) 参数输入界面(对刀界面,点击形状之后对刀)
- SHIFT 上档键 用于切换上面下面数字
- ALTER 替换
- DELETE 删除
- INSERT 插入
- CAN 取消键(相当于普通退格键)
- EOB 回车换行键(其实就是分号)
- PROG 程序键
- POS 位置显示界面
- SYSTEM 系统参数界面
- MESSAGE 信息界面
- CUSTOM GRAPH 图形参数设置界面
- INPUT 输入键
- RESET 复位键
- HELP 帮助键
2024.9.10基础知识+轴类零件加工
数控介绍
- 数控,全称为计算机数字控制(Computer Numerical Control),是一种通过计算机程序来控制机床加工的技术。数控机床是装备了数控系统的机床,能够根据预先编制的程序自动执行对金属或其他材料的加工任务,包括但不限于切削、铣削、钻孔、磨削等操作。
Kimi(清华AI大模型):数控系统是数控机床的核心组成部分,它负责接收加工程序指令,解释这些指令,并控制机床各部分的运动和工作。一个典型的数控系统包括以下几个主要部分:
控制系统(Control System):
- 数控单元(CNC Unit):数控系统的大脑,负责解释和处理输入的程序代码,生成控制机床运动的命令。
- 伺服电机控制系统:接收数控单元的指令,控制机床各轴的伺服电机,实现精确的运动控制。
驱动系统(Drive System):
- 伺服电机(Servo Motor):执行数控单元的命令,驱动机床的各个运动轴。
- 驱动器(Drive Amplifier):为伺服电机提供电力和控制信号,确保电机按照预定的速度和位置运行。
操作界面(Operator Interface):
- 显示屏(CRT/LCD Screen):显示数控程序、机床状态、加工过程等信息。
- 键盘(Keyboard):用于输入程序代码、编辑程序、输入操作命令等。
- 手持单元(Handwheel):用于手动控制机床轴的移动,进行精确定位。
输入/输出设备(I/O Devices):
- 程序读入设备:如DNC(直接数控)接口、RS232接口、以太网接口等,用于将程序代码输入到数控系统中。
- 输出设备:如打印机,用于打印加工程序、加工过程的报告等。
测量和反馈系统(Measurement and Feedback System):
- 编码器(Encoder):安装在机床的各个运动轴上,用于反馈实际位置信息,确保加工精度。
- 探头(Probe):用于检测工件的位置、尺寸等,以便于数控系统进行调整。
辅助控制单元(Auxiliary Control Unit):
- M代码和S代码控制:用于控制机床的辅助功能,如换刀、冷却液的开关等。
- PLC(可编程逻辑控制器):用于控制机床的逻辑顺序和辅助功能。
软件(Software):
- 操作系统(OS):如Windows、Linux等,为数控系统提供基础的运行环境。
- 数控编程软件:用于编写和编辑数控加工程序。
- 实时操作系统(RTOS):确保数控系统的实时性和稳定性。
电源和冷却系统(Power and Cooling System):
- 电源模块:为数控系统提供稳定的电力。
- 冷却系统:确保数控系统在运行过程中不会因为过热而损坏。
数控系统的设计和功能会根据不同的机床类型和加工需求而有所不同,但上述组成部分是大多数数控系统共有的基本元素。
G M S T O F 基础代码
G00 快速点定位
G01 直线插补(直线加工)
M03 主轴正转
M04 主轴反转
M05 主轴停止
M30 结束程序并回程序头
S500 主轴500转/分
无极调速(变频器)
S1 有级调速(齿轮传动)
S2
S3
Txxxx 刀具
T0101 一号刀具 一号刀偏/补
Oxxxx 程序名
O0001 程序名为0001
简单阶梯轴的加工
1
2
3
4
5
6
7
8
9
10
11
12
13
14
| O0001
T0101
M03S800
G00X50.Z5.
G00X35.Z5.
G01X35.Z-20.F0.15
G01X40.Z-30.F0.15
G01X40.Z-40.F0.15
G01X44.Z-40.F0.15
G01X44.Z-50.F0.15
G01X50.Z-50.F0.15
G01X100.Z100.
M05
M30
|
2024.9.24两个案例
1
2
3
4
5
6
7
8
9
10
11
12
13
14
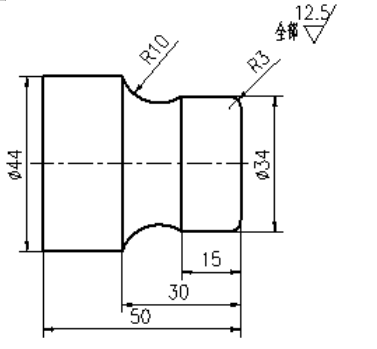
| O0001
T0101
M03S800
G00X46.Z5.
X28.
G01X28.Z0.F0.15
G03X34.Z-3R3.
G01X34.Z-15.
G02X44.Z-30.R10.
G01X44.Z-50.
X48.
G00X100.Z100.
M05
M30
|
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
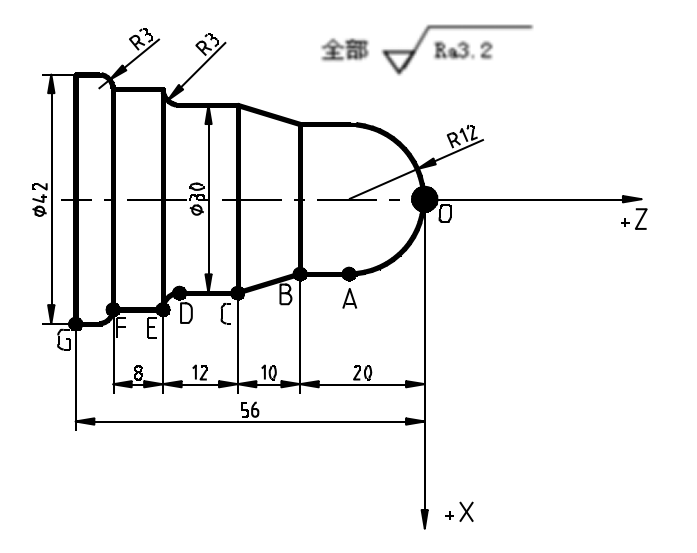
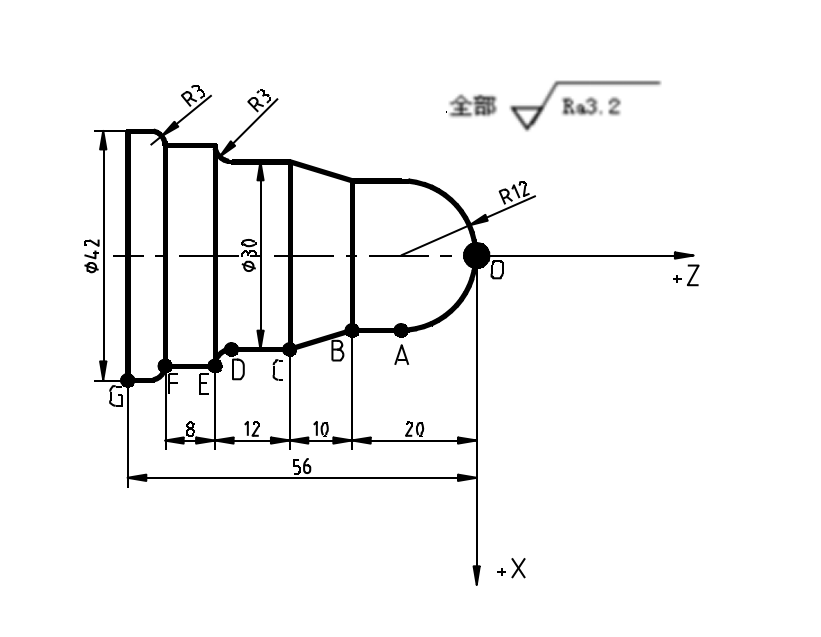
| O0001
T0101
M03S800
G00X45.Z5.
G01X0.Z0.F0.1
G03X24.Z-12.R12.
G01Z-20.
X24.
X30.Z-30.
Z-39.
G02X36.Z-42.R3.
G01Z-50.
G03X42.Z-53.R3.
G01Z-58.
G00X100.Z100.
M05
M30
|
2024.10.15两个案例
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
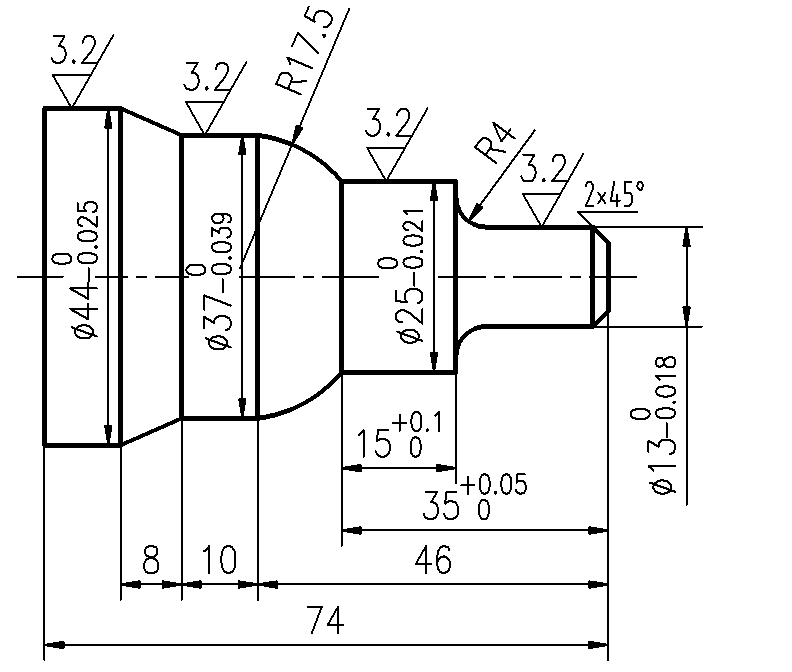
| O0001
T0101
M03S800
G00X54.Z2.
G71U2.R1.
G71P01Q02U0.5W0.2F0.15
N01G00X8.991
G01Z0.
G01X12.991Z-2.
Z-16.
G02X20.991W-4.R4.
G01X24.9895
W-15.05
G03X36.9805Z-46.R17.5
G01W-10.
X43.9875W-8.
Z-74.
N02X48.
G70P1Q2F0.1S1000
G00X100.Z100.
M05
M30
|
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
| O0002
T0101
M03S800
G00X54.Z0.
G71U2R1
G71P1Q2U0.5W0.2F0.15
N01G01X0.
Z0.
G03X24.Z-12.R12
G01X24.Z-20.
X30.Z-30.
Z-39.
G02X36.Z-42.R3.
G01X36.Z-50.
G03X42W-3R3.
G01X42Z-56.
N2X50
G70P1Q2F0.1S1000
G00X100Z100
M05
M30
|
2024.10.29两个案例
底下两个是能跑但是没有倒角
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
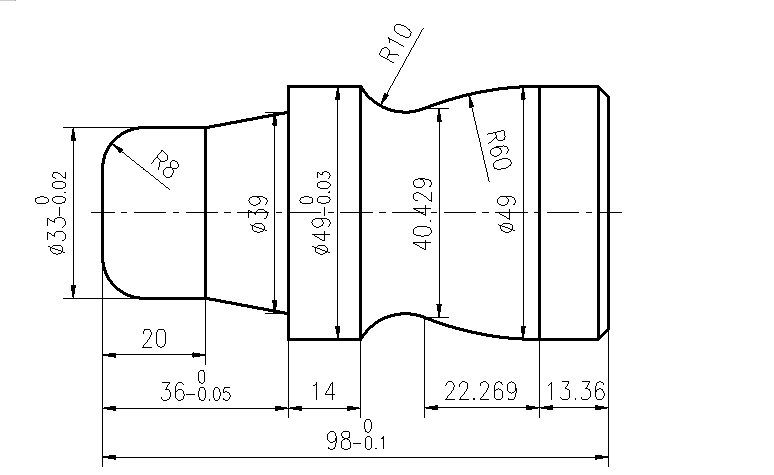
| O0001
T0101
M03S800
G00X52.Z2.
G73u6.W1.R4
G73P11Q2U0.5W0.2F0.15
N11G00X45.Z1.
G01Z0.
X49.Z-2.
Z-13.36
G03X40.429W-22.269R60.
G02X49.Z-48.R10.
N2G01X50.
G70P11Q2F0.1S1000
G00X100.Z100.
M05
M30
|
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
| O0004
T0202
M03S800
G00X52.Z0.
G01X-0.5F0.15
G00X52.Z2.
G71U2.R1.
G71P11Q2U0.5W0.2F0.15
N11G00X17.
G01Z0.
G03X33.Z-8.R8.
G01Z-20.
X39.Z-36.
X49.
W-15.
N2X50.
G70P11Q2F0.1S1000
G00X100.Z100.
M05
M30
|
这两个才是真正的全部跑出来
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
| O0001
T0101
M03S800
G00X52.Z0.
G01X-0.5F0.15
G00X52.Z2.
G71U2.R1.
G71P11Q2U0.5W0.2F0.15
N11G00X17.
G01Z0.
G03X33.Z-8.R8.
G01Z-20.
X39.Z-36.
X49.
W-15.
N2X50.
G70P11Q2F0.1S1000
G00X100.Z100.
M05
M30
|
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
| O0002
T0102
M03S800
G00X52.Z0.
G01X-0.5F0.15
G0X52.Z5.
G73U6.W2.R3
G73P1Q2U0.5W0.2F0.15
N1G00X45.Z1.
G01Z0.
X49.Z-2.
Z-13.36
G03X40.429W-22.269R60.
G02X49.Z-48.R10.
N2G01X50.
G70P1Q2F0.1S1000
G00X100.Z100.
M05
M30
|
2024.11.19
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
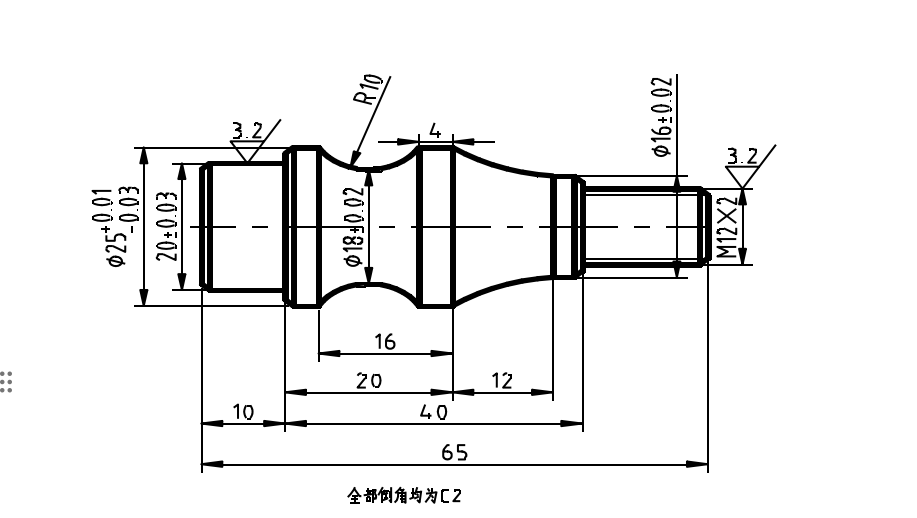
| O0001
T0101
M03S800
G00X42.Z2.
G71U2.R1.
G71P1Q2U0.5W0.2F0.15
N1G00X0.
G01Z0.
G03X14.Z-7.R7.
G01X14.Z-18.
X20.
W-18.
X24.Z-42.
W-6.
G02X38.W-7.R7.
G01Z-66.
N2GX42.
G70P1Q2F0.1S1000
G00X100.Z100.
M05
T0202
M03S600
G00X24.Z-36.
G01X15.
G04X1.5
G01X24.
G00X100.Z100.
T0303
G00X24.Z-15.
G92X19.1Z-33.F2.
X18.5
X17.9
X17.5
X17.4
G00X100.Z100.
M05
M30
|
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
| O0002
T0101
M03S800
G00X42.Z2.
G71U2.R1.
G71P1Q2U0.5W0.2F0.15
N1G00X0.
G01Z0.
G03X11.Z-5.R5.
G01X11.Z-11.
X20.
G01X24.Z-41.
G02X38.Z-10.R7.
G01Z-60.
N2X42.
G70P1Q2F0.1S1000
G00X100.Z100.
M05
|
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
| T0202
M03S600
G00X24.Z-35.
G01X19.
G04X1.5
G01X24.
G00X100.Z100.
T0303
G92X24.Z2.F2.
X23.2
X22.6
X22.
X21.5
X21.4
X21.4
G00X100.Z100.
M05
M30
|
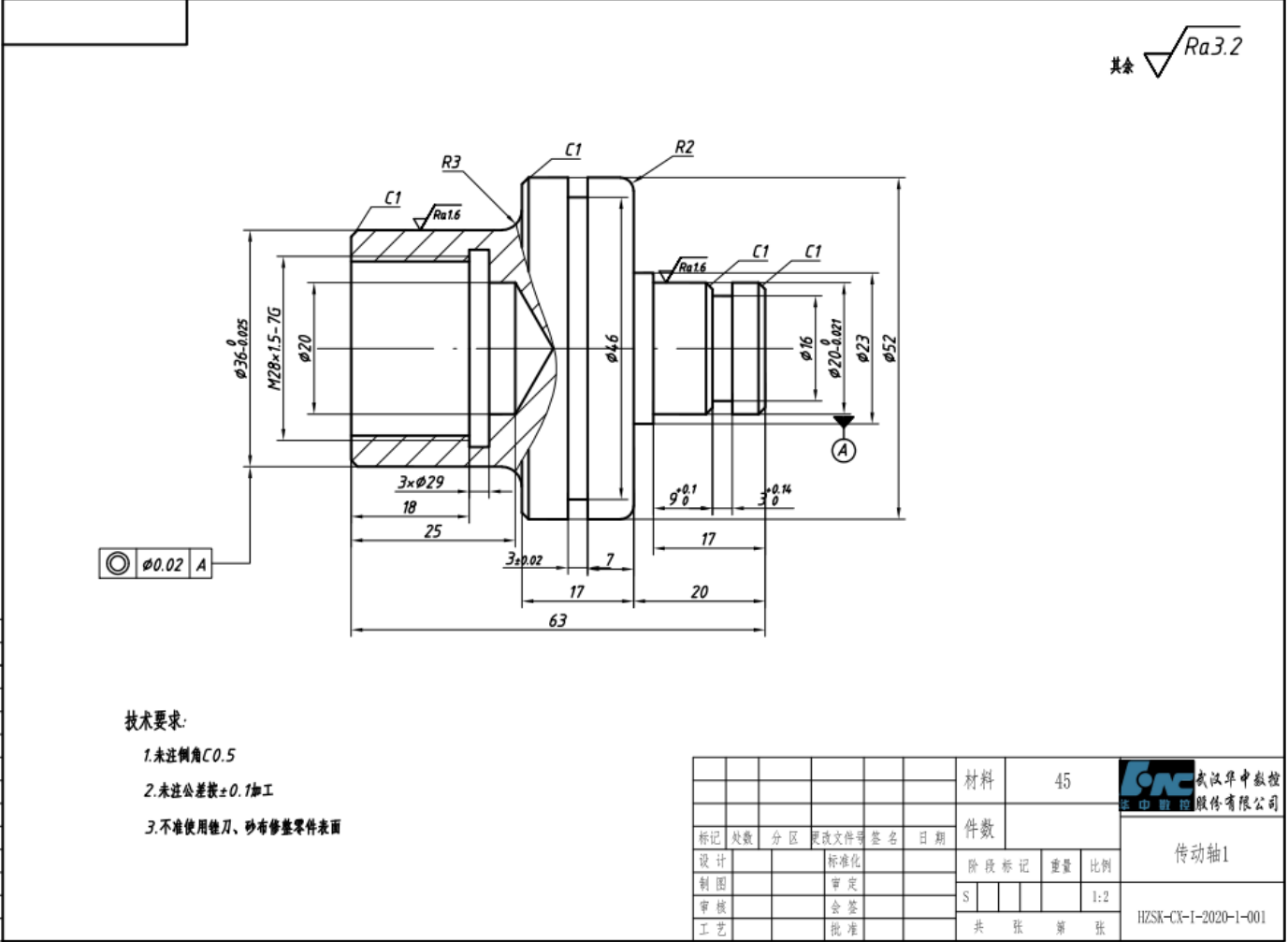
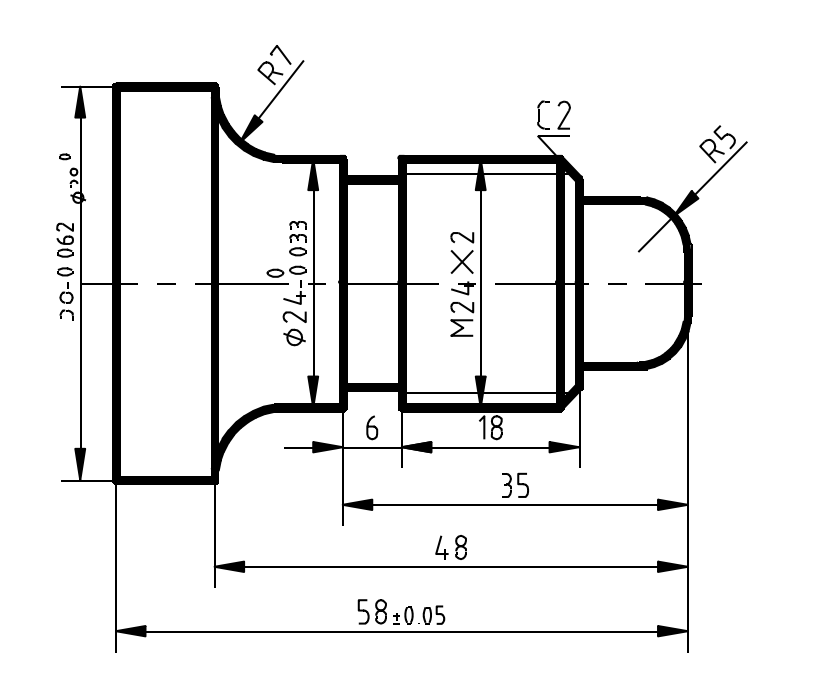
2024.11.19真
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
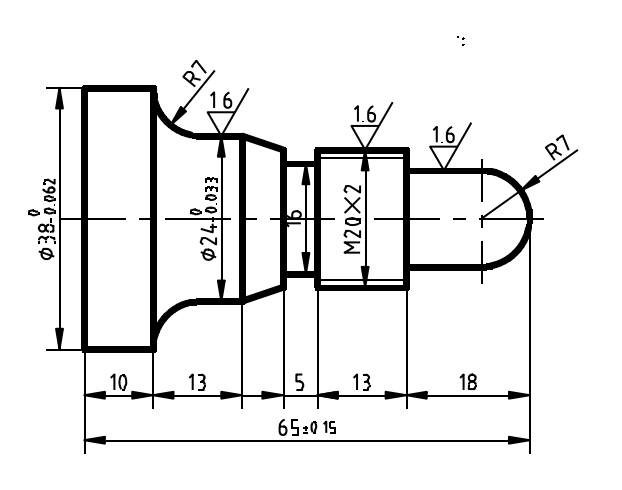
| O001
T0101
M03S800
G00X52.Z2.
G71U2.R1.
G71P1Q2U0.5W0.2F0.15
N1G00X12.
G01Z0
X16.Z-2.
Z-22.
X25.35Z-23.08
G03X30.Z-26.R3.
G01X43.78Z-28.13
G03X48.Z-31R3.
G01W-1
N2X50.
M05
M03S1000
G70P1Q2F0.1
G00X100.Z100.
M05
M30
|
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
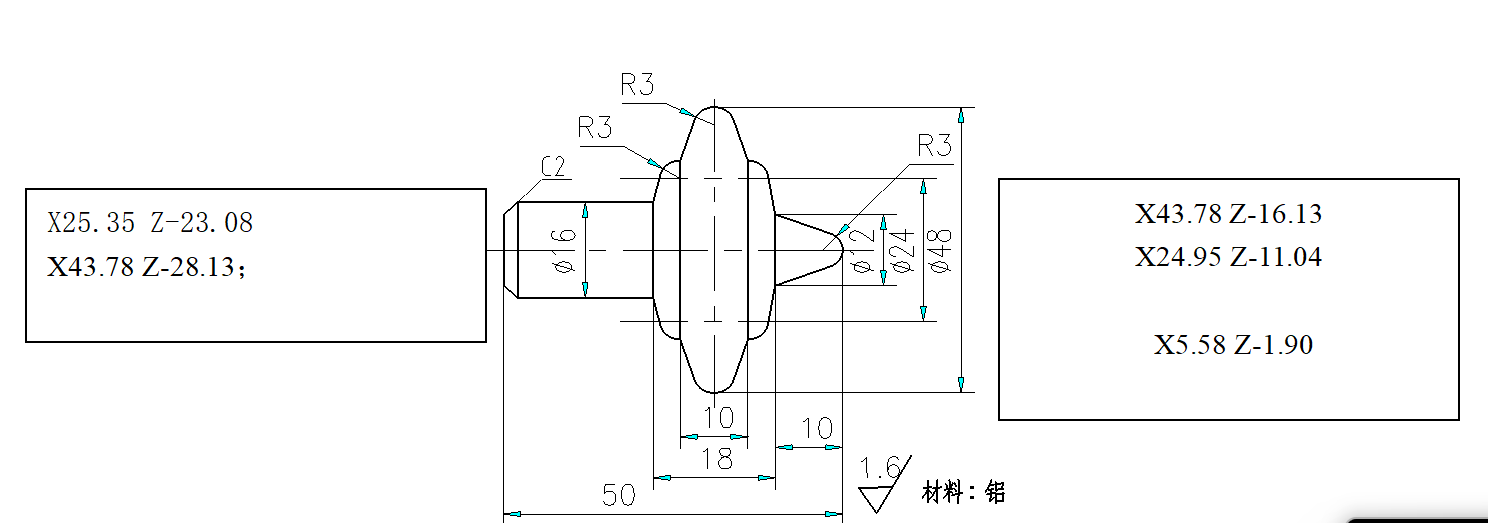
| O003
T0103
M03S800
G00X52.Z0
G01X-0.5F0.15
G00X52.Z2.
G72W2.R1.
G72P1Q2U0.5W0.2F0.15
N1G00Z-19.
G01X48.
G02X43.78Z-16.13R3
G01X30.Z-14.
G02X24.95Z-11.04R3.
G01X12.Z-10.
G01X5.58Z-1.9
G02X0Z0R3.
N2G01Z1.
M05
M30S1000
G70P1Q2F0.1
G00X100.Z100.
M05
M30
|
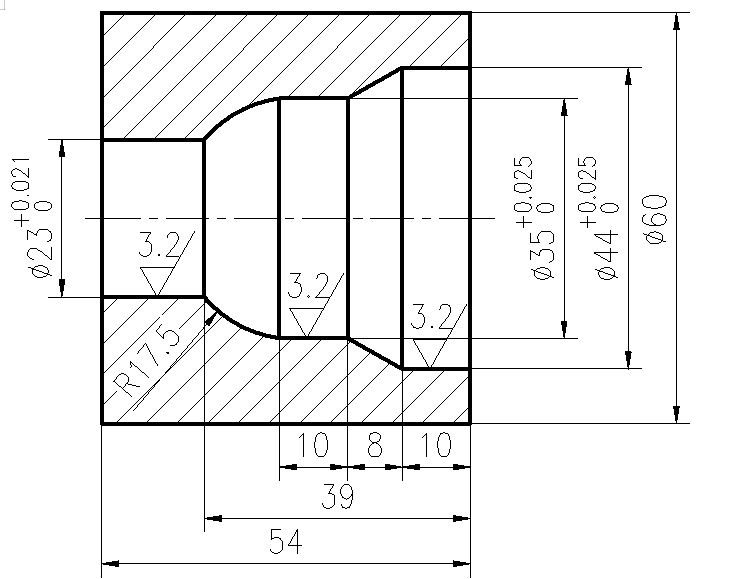
2024.11.26
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
| O0001
T0101
M03S800
G00X60.Z2.
G01Z-55.F0.15
G00X100.Z100.
T0202
G00X18.Z2.
G71U1.R0.5
G71P1Q2U-0.5W0.2F0.1
N1G00X44.
G01Z-10.
X35.W-8.
W-10.
G03X23.Z-39.R17.5
G01Z-55.
N2X22.
G70P1Q2S1000
G00Z100.
X100.
M05
M30
|